seit 1970 |
Tiefziehen und Thermoformen |
Vorstellung der Thermoformung Das Vakuumtiefziehen oder auch Thermoformen ist ein Verfahren zur Umformung von thermoplastischen Kunststoffen in den Stärken 0,1mm bis 12mm. Bei diesem Verfahren wird ein Kunststoffhalbzeug an den Rändern fixiert und mit Hilfe von Heizelementen bis zur Erweichungstemperatur erwärmt. |
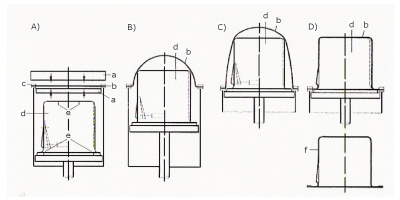 Quelle: Oberbach Karl (2001), S.346 Positivverfahren mit pneumatischer Vorstreckung: |
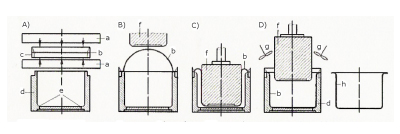 Quelle: Oberbach Karl (2001), S.345 Negativverfahren mit pneumatischem Vorstrecken und Hilfsstempel: |
| Das Umformen hat stets eine Verstreckung des Materials zur Folge, wodurch sich die Ausgangsstärke reduziert. Dies ist insbesondere an den Stellen der Fall, wo das Material als erstes das Werkzeug berührt. Das Material erkaltet und beteiligt sich nur mehr eingeschränkt am weiteren Umformprozess. Um diesem Phänomen entgegenzuwirken bedient man sich bei der Positiv- und Negativformung einer pneumatischen Vorstreckung und oder dem Einsatz eines Hilfsstempels, sowie beheizter Werkzeuge. Auf die Fließbewegung des Materials kann hierdurch erheblich Einfluss genommen werden. Allgemein kann aber festgestellt werden, dass Formteile welche mit der Thermoformung produziert werden im Gegensatz zum Spritzgießen keine konstanten Wandstärken aufweisen. Die Formflächen von Thermoformmaschinen betragen zirka 250mm x 350mm bis 3000mm x 9000mm und haben eine Ziehtiefe bis zu 2500mm. Zur Anwendung für Kleinserien bis etwa 50 Stück kommen Werkzeuge aus Gips, Holz oder Hartkunststoffen; für größere Stückzahlen benötigt man gut wärmeleitende Werkzeuge aus Leichtmetall, Messing-Guß oder Aluminiumgießharzen. Der große Vorteil des Vakuumtiefziehens gegenüber dem Spritzguß liegt in seinen bis zu 90% niedrigeren Werkzeugkosten. |
Änderungen in Inhalt und Ablauf vorbehalten, Stand Mai 2019
|