since 1970 |
Deep-drawing and Thermoforming |
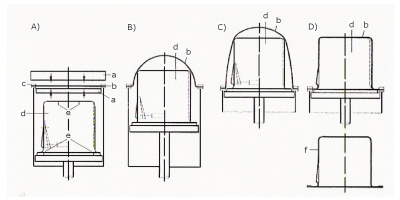
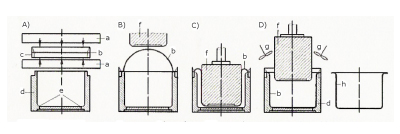
Introducing Thermoforming Vacuum thermoforming or vacuum forming is a forming process for reshaping thermoplastic plastics with a thickness of 0.1mm to 12mm. This method fixates a semi-finished plastic product at the edges and heats it up to a pliable forming temperature using radiant electric heaters. |
 Thermoforming |
 Source: Oberbach Karl (2001), p. 345 |
| During the forming operation the material is always stretched which means that its original thickness is reduced. This particularly occurs at those places where the material first touches the forming tool. The material cools down and is only involved in the further forming process in a limited manner. To counteract this phenomenon, during the positive and negative forming process a preliminary pneumatic stretching operation is carried out or a mating mould is used in addition to heated tools. This allows a considerable the flow movement of the material to be greatly influenced. Generally one can say that the walls of forming parts made by the thermoforming process are not as consistent as those made by injection moulding. The forming areas of thermoform machines measure approximately 250mm x 350mm to 3000mm x 9000mm and have a drawing depth of up to 2500mm. For small batches of up to about 50 units forming tools made of gypsum, wood or hard plastic are used, and for larger quantities thermoconductive tools made of light metal, brass casting or aluminum casting resin are used. The great benefit of the vacuum thermoforming compared with injection moulding lies in its up to 90% lower tool costs. We reserve the right to make alterations to the content and the procedure. |
Effective date February 2019
|