ALLGEMEINE FERTIGUNGSRICHTLINIEN
für Kunststoffartikel im Vakuumtiefziehverfahren
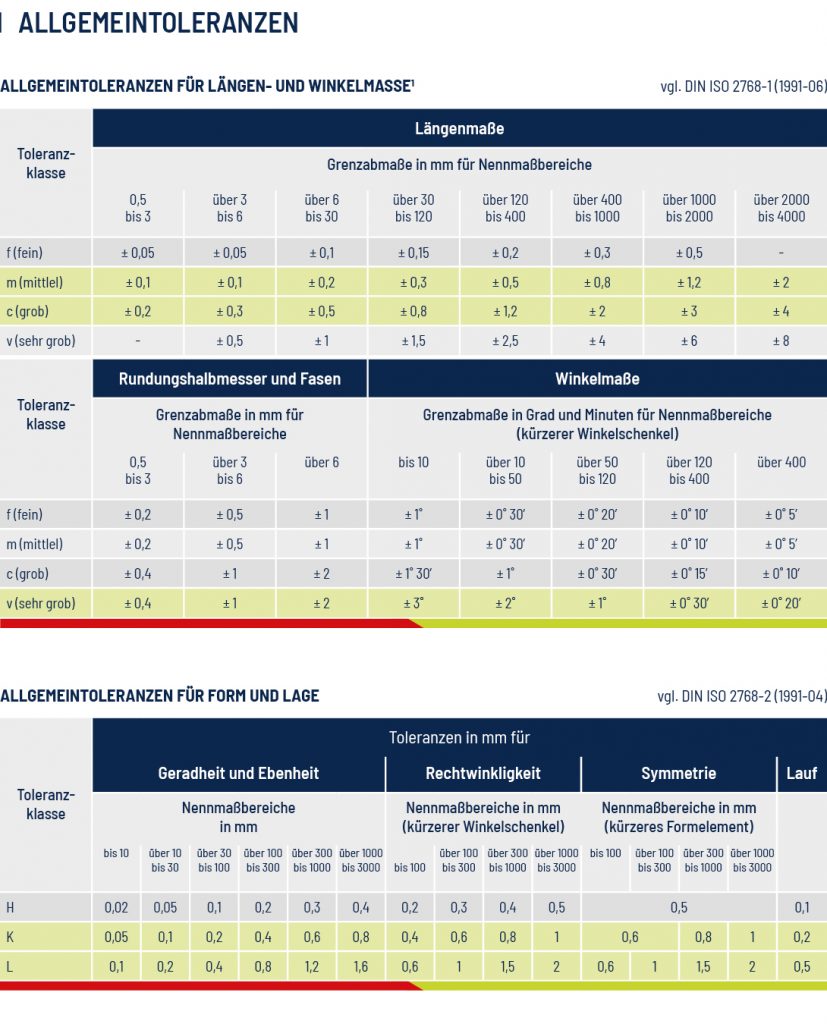
- Toleranzen für formbezogene Maße nur nach
DIN 2768 T1 c I T2-L; Winkelmaße nach DIN 2768-v.
- Toleranzen für Bearbeitungsmaße zueinander DIN 2768 T1 m I T2-K; Winkelmaße nach DIN 2768-c.
- Bearbeitungsmaße in direkter Abhängigkeit zu einem formbezogenen Punkt nach DIN 2768 T1-c und T2-L.
- Nullpunkte werden wenn möglich in der Mitte (Symmetrieachse) der Formteile festgelegt, um Schwankungen der Bearbeitungsmaße im Verhältnis zu den Formmaßen gering zu halten. Abweichungen dazu können vereinbart werden.
- Angaben zur Materialstärke beziehen sich nur auf das Ausgangsmaterial.
- Formabgewandte Seiten sind vom Materialfluss abhängig und nur bedingt einzuhalten.
- Um die Funktionalität der Teile sicherzustellen, können uns Musterteile angeliefert werden, an die wir das Formteil bestmöglich anpassen.
- Farbliche Abweichungen sind in geringen Nuancen je nach Materialcharge möglich. Wenn Bauteile mit sehr unterschiedlicher Materialstreckung kombiniert werden, kann es ebenfalls zu Farbunterschieden kommen.
- Bei Negativteilen (in einer „Wanne“ geformt) sind die Innenmaße materialabhängig.
- Bei Positivteilen (über einen „Kern“ gezogen) sind die Außenmaße materialabhängig.
Diese Angaben verstehen sich für Hartkunststoffe wie: PMMA / PS/ ABS / PC / PVC hart, etc. Ausgenommen sind PE / PP / PVC weich.
KVH Hartung GmbH Konrad Zuse Bogen 20
82152 Krailling
Krebs Jan. 2019
Zertifiziert nach ISO 9001:2015